Les torréfacteurs à air et les torréfacteurs à tambour classiques nécessitent des approches assez différentes pour gérer les réglages du gaz pendant le processus de torréfaction.
Lorsque vous rôtissez un lot dans un torréfacteur à tambour chauffé directement, il est préférable de commencer à un réglage de gaz élevé, puis de réduire progressivement la quantité de chaleur appliquée. La seule exception concerne les 45 secondes avant et après première fissure; pendant cet intervalle de temps, évitez de modifier le réglage du gaz.
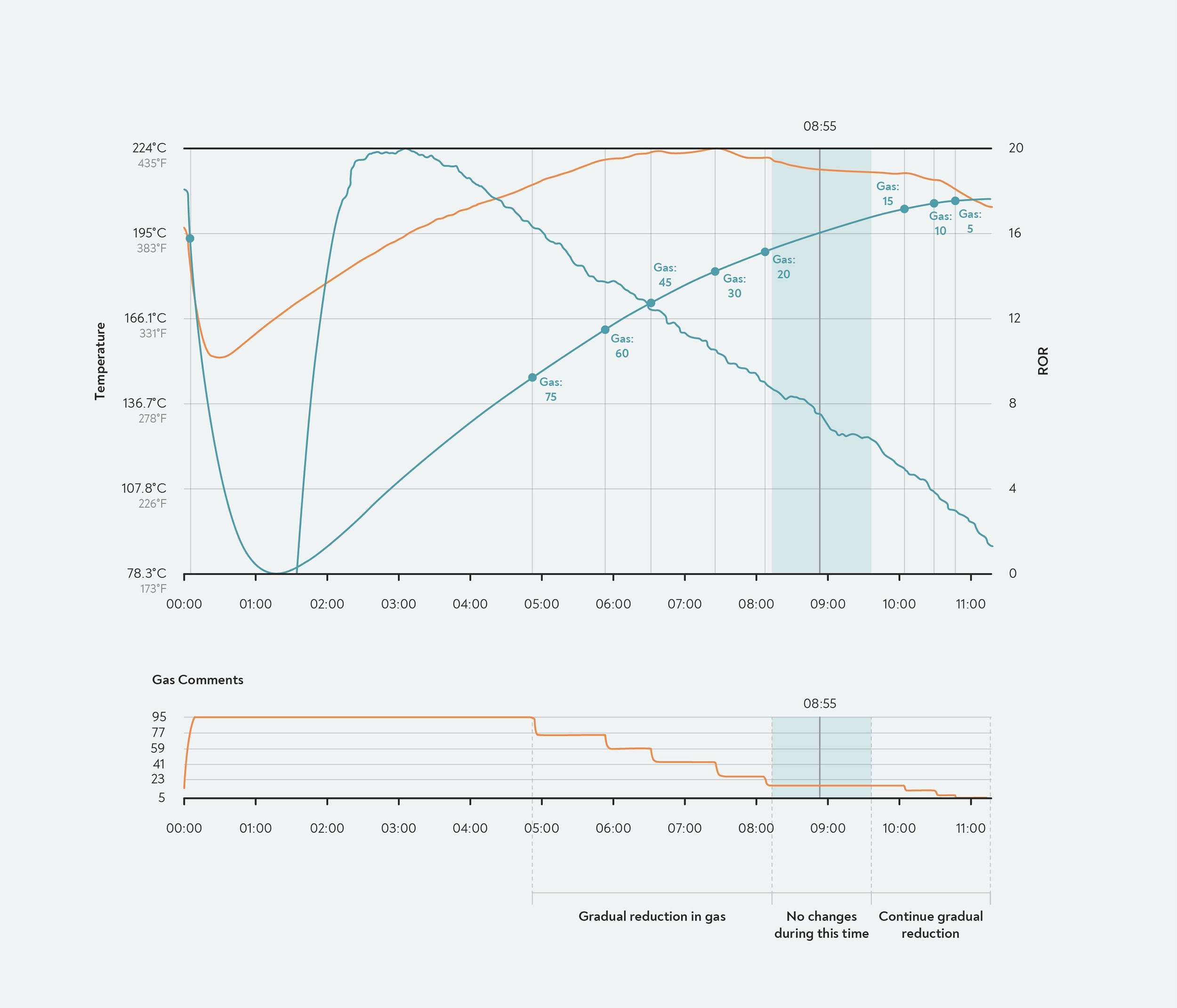 Gestion des gaz dans un torréfacteur à tambour. Scott commence le rôtissage à un réglage de gaz élevé, puis diminue progressivement le gaz au fur et à mesure que le rôtissage progresse — jusqu'à 45 secondes avant le début du rôtissage. première fissure. À ce stade, il ne fait plus de changement de gaz avant au moins 45 secondes après le début de la séance. première fissure.
Gestion des gaz dans un torréfacteur à tambour. Scott commence le rôtissage à un réglage de gaz élevé, puis diminue progressivement le gaz au fur et à mesure que le rôtissage progresse — jusqu'à 45 secondes avant le début du rôtissage. première fissure. À ce stade, il ne fait plus de changement de gaz avant au moins 45 secondes après le début de la séance. première fissure.
Dans un torréfacteur à air, en revanche, l'approche préférée de Scott est la « pyramide des gaz ». Commencez avec un réglage de gaz modéré et augmentez progressivement le gaz pendant les premières minutes du rôtissage. Maintenez le gaz à un réglage élevé pendant un certain temps, puis baissez progressivement le réglage du gaz jusqu'à la fin du rôtissage.
Les deux types de torréfacteurs nécessitent des approches différentes en raison des caractéristiques uniques de leurs tambours. Dans un torréfacteur à tambour, une partie importante de la chaleur appliquée aux grains provient du tambour lui-même. Au début de la torréfaction, les grains froids refroidissent rapidement le tambour et un réglage de gaz élevé est nécessaire pour le réchauffer. Dans un torréfacteur à air, la température du tambour est beaucoup moins importante car l'air chaud seul suffit à donner aux grains l'énergie dont ils ont besoin au début de la torréfaction.
Quelle que soit l’approche que vous adoptez pour gérer les réglages de gaz, veillez à vous limiter à un nombre gérable de changements de gaz – pas plus de huit. Si vous essayez d’affiner la courbe de torréfaction avec trop de changements de gaz incrémentiels, le processus devient difficile à gérer et les erreurs deviennent beaucoup plus probables.
| Un exemple typique de gestion des gaz de torréfaction à tambour | |
| Progression du rôti (température des grains : rapport temps de développement) | Réglage du gaz |
| Chargement à 200°C (400°F) | 80% |
| 150°C (300°F) | 60% |
| 160°C (320°F) | 50% |
| 170°C (340°F) | 40% |
| 180°C (355°F) | 30% |
| 185°C (365°F) | 20% |
| Première fissure à 190°C (375°F) | |
| 12% DTR | 12% |
| 14% DTR | 8% |
| 16% DTR | 4% |
Le moment des changements de gaz au début de la torréfaction doit être guidé par les changements de température des grains.